

Product Details
Place of Origin: Baoji ,Shaanxi ,China
Brand Name: LH
Certification: ISO9001:2015; SGS;BV;TUV
Model Number: LHTS
Payment & Shipping Terms
Minimum Order Quantity: 5kg
Price: USD15.5-39.5 per kg
Packaging Details: Inside Plastic bag with laber, outside plastic box, then carton box/plywood case
Delivery Time: 5-20 working days
Payment Terms: D/A, D/P, T/T, Western Union, L/C
Supply Ability: 50000 kgs per month
Standard: |
AWS A5.16/AMSE SFA 5.16 |
Grade: |
Erti-2 Erti-5 Erti-7(Gr2 Gr5 Gr7) |
Diameter: |
1.0mm 1.6mm 2mm 2.4mm 3mm 3.2mm Etc. |
Length: |
1000mm 2000mm 3000mm, Or As Customers' Requets |
Material: |
Pure Titanium, Alloy Titanium |
Shape: |
Straight, Spool, Coil |
Product Name: |
Titanium Welding Wire |
Surface: |
Pickled, Polished |
Standard: |
AWS A5.16/AMSE SFA 5.16 |
Grade: |
Erti-2 Erti-5 Erti-7(Gr2 Gr5 Gr7) |
Diameter: |
1.0mm 1.6mm 2mm 2.4mm 3mm 3.2mm Etc. |
Length: |
1000mm 2000mm 3000mm, Or As Customers' Requets |
Material: |
Pure Titanium, Alloy Titanium |
Shape: |
Straight, Spool, Coil |
Product Name: |
Titanium Welding Wire |
Surface: |
Pickled, Polished |
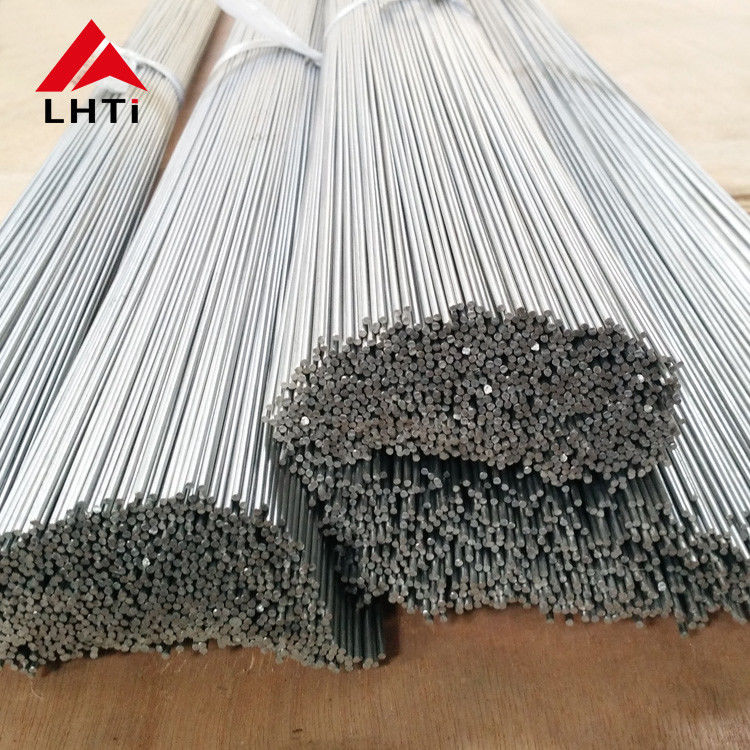
AWS a5.16/AMSE SFA 5.16 ErTi-2 ErTi-5 ErTi-7 tig titanium welding wire rod
Titanium welding wire has excellent welding process performance, beautiful weld formation, and its welded metals
have excellent comprehensive mechanical properties.
Mainly used for welding of titanium-based alloys.
Radiographic inspection requirements for weld metal inspection: Grade Ⅰ
| Product name | Titanium welding wire |
| Standard | AMSE SFA 5.16/Aws a5.16 |
| Material |
Pure Titanium :ERTi-1,ERTi-2,ERTi-3,ERTi-4 Alloy Titanium :ERTi-5 ERTi-7 |
| Diameter |
Spool wire:φ 1.0, 1.2, 1.6mm (with wire reel) Coil wire: φ 1.2, 1.6, 2.0, 2.4, 3.0, 4.0, 5.0mm (no wire reel) Straight wire: φ 1.2, 1.6, 2.0, 2.4, 3.0, 4.0, 5.0, 6.0mm (plastic box packing, 1000mm in length) |
| Length |
Spool wire and coil wire :according to weight Straight wire:1000mm, or as customer's request |
| Product situation | Cold rolled(Y)~Hot rolled(R)~Annealed (M)~Solid Status |
Precautions for using titanium welding wire:
(1) Construction workers and welders should wear clean white gauze gloves (no cotton gloves are allowed).
(2) It is strictly forbidden to touch and touch iron objects by hand in the treated welding area.
(3) Welding work should be performed indoors as much as possible, and the ambient wind speed should be ≤0.5m / s
to avoid being affected by the wind.
(4) When welding, short arc welding should be used as much as possible, with a small welding heat input, and the
angle between the nozzle and the weldment should be 70-80 degrees.
(5) When the butt pipe is positioned and welded, its butt gap is generally about 0.5mm.
(6) Each welding seam should be completed as much as possible. The welding seams must be connected. Before
welding,
the joints should be cleaned. The length of the welding meat overlap is 10-15mm.
(7) When welding, the welding torch should not swing left and right, and the melting end of the welding wire must
not move
out of the gas protection area.
(8) Gas should be supplied in advance when welding arc initiation. Welding torch cannot be lifted immediately when
arc is extinguished. Gas supply should be delayed until the temperature drops below 250 ℃.
(9) The distance between the gas shield and the welding torch should be short, and the gap in contact with the pipe
wall should be small. When performing butt welding of pipes, in order to meet the requirements of single-sided welding
and double-sided forming, the welding is performed in two times: one for back-sealing welding (without filler materials
when back-sealing), and the other for forming welding. In multi-layer welding, the previous bead must be completely
cooled before the next bead is welded.
(10) Welding must be completely cleaned of surface impurities such as oil, rust, and moisture.
(11) To prevent the surface temperature of the bead from excessive oxidation during welding, a tail cover must be
added to enhance the protection effect.
Production Process of titanium wire:
Titanium sponge→compacting electrodes→melting→forging→bar billets→hot rolling→cold draw→titanium wires
Surface quality: high precision, good finish, no oxidation color, no cracks, peeling, thorns, marks and inclusions. Minor
local scratches, abrasions, spots and pits that do not exceed the allowable deviation of the wire diameter are allowed.
![]()
Detailed pictures:
![]()
![]()
| Chemical composition | |||||||||
| Grade | Essential component<= | Impurities <= | |||||||
| Ti | Al | Mn | V | C | O | N | H | Fe | |
| ERTi-1 | Remainder | — | — | — | 0.03 | 0.03-0.10 | 0.012 | 0.005 | 0.08 |
| ERTi-2 | Remainder | — | — | — | 0.03 | 0.08-0.16 | 0.015 | 0.008 | 0.12 |
| ERTi-3 | Remainder | — | — | — | 0.03 | 0.13-0.20 | 0.02 | 0.008 | 0.16 |
| ERTi-4 | Remainder | — | — | — | 0.03 | 0.18-0.32 | 0.025 | 0.008 | 0.25 |
| ERTi-5 | Remainder | 5.5-6.75 | — | 3.5-4.5 | 0.05 | 0.12-0.20 | 0.03 | 0.015 | 0.22 |
| ERTi-23 | Remainder | 5.5-6.5 | — | 3.5-4.5 | 0.03 | 0.03-0.11 | 0.012 | 0.005 | 0.20 |
Baoji Lihua has more than 15 years of experience in producing and exporting titanium wires. The quality of the titanium
wire we produce is strictly in accordance with American standards:AWS a5.16/AMSE SFA.High quality and fully meet
export standards.
Company certificate:ISO 9001:2015
Product certificate: EN 10204/3.1
The third party detection is available : SGS TUV BV etc.
![]()
Welcome to contact!

